1、篦条生产工艺有以下几种:
1-1、粘土砂工艺——手工型版造型、半机械化碰碰机造型、V法造型。
1-2、熔模铸造工艺——石蜡熔模工艺:此工艺复杂,制造成本高;优点:所生产产品外观光滑,尺寸精密度高,内部组织均密。——聚丙烯发泡熔模工艺(通称白磨工艺):此工艺一般用于一般铸件对组织要求不严格的产品;(如:发动机铸件、汽车及工程设备铸件、矿业铸件、耐磨铸件等都一般不采用此工艺生产)。优点:工艺简单,便于掌握,成本相对低廉。缺点:复杂工艺铸件此工艺无法满足,其次,由于此工艺的先天缺陷,所产生的铸件内部组织不均匀,且组织密度达不到其他工艺。
1-3、覆膜砂铸造工艺(我公司现行生产篦条即此工艺)
a、我公司通过多年摸索,得出此工艺最适合篦条生产。
b、此工艺生产的铸件外表光滑,铸造尺寸能满足图纸要求;
c、此工艺生产的铸件内部组织均匀,密度好;
d、铸造工艺及过程:
d-1、制壳工艺流程:覆膜砂采购——进厂验收(发气量、高温强度、耐火度)——更换模具安装校正——制壳(使用符合要求后)正常生产——浇注(跟踪检查)
d-2、制壳、埋箱、配料、熔炼等制造工艺见以下流程表。
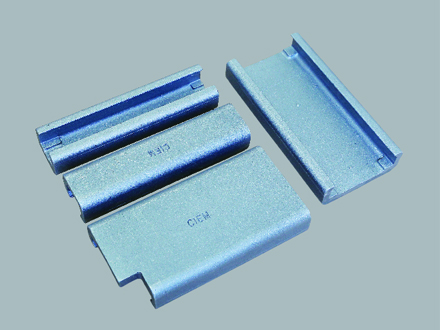
2、隔热垫生产工艺:
2-1、采用覆膜壳型铸造工艺:
a.此工艺所生产的隔热垫尺寸精度高、外表光滑。产品内部组织紧密:克服了铸件通出现的组织疏松、缩孔等现象。
b.此工艺的缺点是制造工艺复杂,生产成本高。
c.生产流程同“篦条”工艺流程。
2-2、粘土砂工艺:
a、此工艺投入小,生产效率高,因此成本低;
b、此工艺生产准备周期短,供货时间能保证;
c、制造工艺流程(见下图):
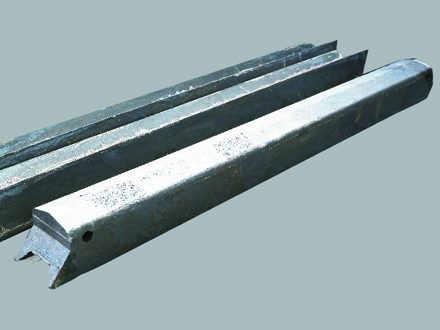
3、台车栏板生产工艺
3-1、使用树脂砂生产工艺进行生产;此工艺铸件尺寸精度高,表面光滑,轮廓清晰,内部组织致密。
3-2、铸件生产好后送机加工按图纸要求进行生产加工
3-3、制造工艺流程见下图:
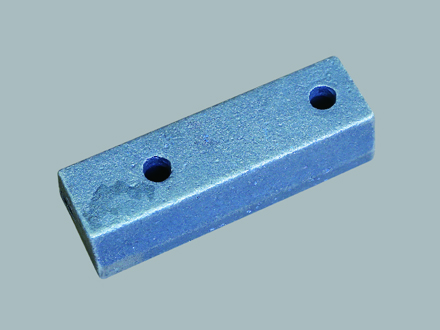
4、篦条压件
4-1、材质锻件45#钢:毛坯锻件45#钢外协采购。
4-2、锻件供应商,扬州市江都区凯莱锻造有限公司。
4-3、锻件进厂验收后,进行机床机加工。
4-4、加工好验收合格入库,等待发货。
服务热线